
Dual Cut Hob
- Both dry hobbing, which solve environmental problem and conventional wet hobbing are available.
For Dry and Wet Hobbing
- In dry hobbing, cutting speed can be changed faster than that in conventional wet cutting, and tool life is longer as well.
Long Tool Life in Wet Hobbing
- Even if wet hobbing, higher cutting speed and longer tool life are achieved.
Excellent Material
| Excellent material for hob having Wear Resistance and Chipping Resistance | ||||||
|
||||||
| Optimum Coating in Dry Cutting Optimum Hob Design in Dry Cutting |

Typical structure of chip by wet cutting
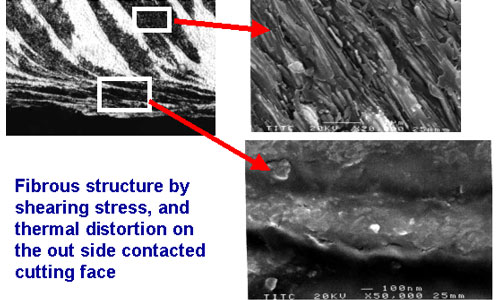
Typical structure of chip by dry hobbing
SEM image of adhesive metal on cutting face by dry hobbing
Heat Transmittal and Diffusion
| TiCN Coating |  |
| TiAlN Coating |  |
Comparison between dry and conventional
| HSS Hob | Carbide Hob | ||
| Coolant | Non water soluble oil | Dry | Dry |
| Speed | 80 – 120 | 120 – 160 | 300 – 350 |
| Efficiency | 1 | 1.5 | 3 |
| Tool Life | 1 | (2 – 5) | (4 – 10) |
| Cost | 1 | (1.5 – 2) | (3 – 4) |
| Accuracy | |||
| Reliability | |||
| Workability | |||
| Workshop environment | |||
Recommended cutting conditions
Summary of dry hobbing
Comparison of wear between Wet and Dry hobbing
| m2.5 , PA16°, NT46, no coating on cutting face | |||||||
 |
|
||||||


| Example | Sample 1 | Sample 2 | Sample 3 | |
| Work Dimension | Module Pressure Angle No.of Teeth Helix Angle Material |
2.45 17.5 41 25 LH SCr420H |
1.56 14.5 73 30 LH SCM415 |
2.6 20 67 32.5 LH SCr420H |
| Cutting Condition | Cutting Method Speed (m/min) Feed (mm/rev) |
Climb Hobbing 105 2.0 |
Climb Hobbing 120 2.3 |
Climb Hobbing 115 2.5 |
| Hob Dimension | Outside Dia. No.of Threads No.of Gashes Coating on cutting face |
75 3 12 NON |
75 4 14 NON |
100 5 16 NON |
| Comparison of Performance |
Crater Wear (mm)
|
 |
 |
 |
| Cost reduction in production ! Dry hobbing is now by newly developed HSS material and coating film ! |
Excellent performance in Dry Cutting comparing to other brand
|
 |
Tool life in Dry Cutting is longer than that in Wet Cutting.
|
 |
Dry cutting by Dual Cut Hob
 dualcuthob.ram (620KB) |
|
||||||||||||||||||||||||