Vibration suppression
- Controls chattering vibration with unequal spacing of teeth and variable leads
Excellent durability
- Improves chip evacuation and stiffness with flute geometry optimized for high-hardness materials
Long tool life
- Features heat-resistant carbide materials and GSX II coating for a longer tool life
Work material
- Suitable for finishing hardened steels difficult to machine with general-purpose end mills
Lineup
- Ø6-Ø20 (6 sizes)
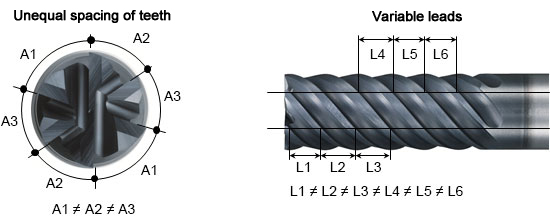
Unequal spacing of teeth and variable leads
Features unequal spacing of teeth and variable leads that control chattering vibration and
flute geometry optimized for high-hardness materials with enhanced chip evacuation and stiffness
Applicable work materials
| Low-carbon steels Soft steels |
|---|
SS400, S10CCarbon steels
Alloy steels
S45C, SCM440Pre-hardened steels
High alloy steels
SUJ, NAKTempered steels
SKD, SKHHardened steels
Hardened Steels![]() 150HB
150HB![]() 225HB
225HB![]() 275HB30
275HB30 ![]() 40HRC40
40HRC40 ![]() 50HRC50
50HRC50 ![]() 65HRC
65HRC ![]()
![]()
![]()
![]()
![]()
Stainless steels
SUS304
Heat-resistant alloy
Ti/Ni Alloys
Cast iron
FC/FCD
Aluminum alloy
AC/ADC
Copper/copper alloy
Cu
Graphite
Graphite
![]() : optimal
: optimal ![]() : applicable ×: not applicable No mark: not recommended
: applicable ×: not applicable No mark: not recommended
GSX II coating

- Achieves excellent heat resistance with enhanced oxidation resistance and heat dissipation
- Features a new layered structure for high hardness
- Optimizes the crystal structure of the film for increased resistance to wear and adhesion
Heat resistance far superior to competitors
Oxidation resistance evaluation (calo test crater after being held for 1 hour in the atmosphere at 1,100°C)
| Coating (oxidation resistance temperature) | Calo test crater |
|
GSX II coating
1,100°C |
 |
|
Company A C coating
1,200°C (Company A’s listed value) |
 |
|
Company B D coating
1,300°C (Company B’s listed value) |
 |
Oxidation resistance tests conducted under NACHI standards showed GSX II coating limits oxidation to 0.3µm from the surface, whereas coating products of competitors resulted in
total oxidation of the coating layer.
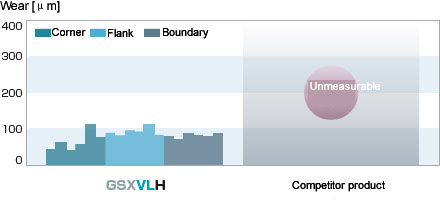
Enhanced durability and stable machining
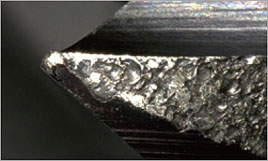
Comparison of wear after side milling 70m with SKD11 (60HRC)
| Conditions | |||||
|---|---|---|---|---|---|
| Tool | : | GSXVLH Ø10 | 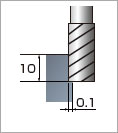 |
||
| Speed | : | 70m/min | |||
| Feed | : | 900m/min 0.07mm/tooth |
|||
| Depth of cut | : | ap10 mm ae0.1 | |||
| Material | : | SKD11 (60HRC) | |||
| Coolant | : | Air blow | |||
| Cutting length | : | 70m | |||
| Competitor products
Chipping occurs frequently |
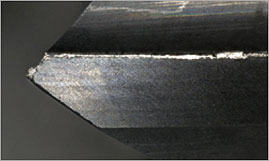
GSXVLH
GSXVLH shows normal wear and can be used continually |
Movie List
Catalog Download
![]() Catalog No.2285-7 GSX MILL VL series (20 pages/2,114KB)
Catalog No.2285-7 GSX MILL VL series (20 pages/2,114KB)
![]() Catalog No.2297 GSX MILL VL Hard (2 pages/1,031 KB)
Catalog No.2297 GSX MILL VL Hard (2 pages/1,031 KB)
The listed price applies to consumers in Japan.